9月29日,清晨的一场秋雨让北京渐入凉意。但北京北方车辆集团有限公司的厂房内却是一片热火朝天。焊接声、切割声、锤打声与机器轰鸣声交汇在一起,奏响着一首首激昂的“生产交响曲”。
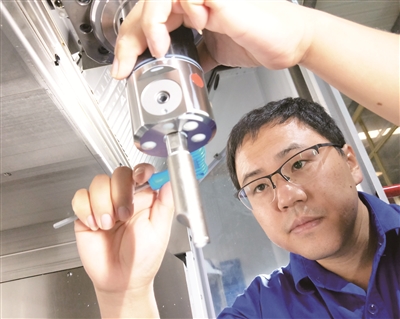
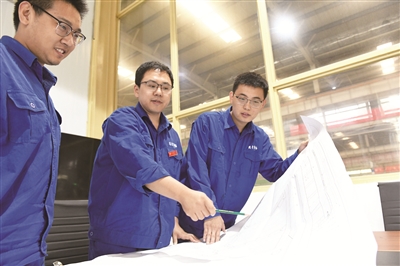
“这个轴承要求高。你看图纸,这里的设计误差只允许0.01毫米,要特别注意。”上午8点,马小光正和徒弟张春伟在工作室交流技术攻关点,加班加点赶制一批新模具。在他们的身后,车床设备正在执行切割指令,乳白色的切削液飞溅流淌,无数军工精密工件正是在这里生产完成的。作为北方车辆集团工具液压分厂的一名高级技工,马小光不仅荣获“全国五一劳动奖章”,公司还以他的名字成立了“马小光技能工作室”。
“荣誉都是过去的事儿了,技术更迭速度很快,没有新本领,照样被新技术抛弃。”为了学习新技术,马小光克服外语障碍,废寝忘食地学习和翻阅外文文献资料,连着3个月每晚学习到12点,终于摸清了进口机床设备的脾气秉性。凭着这股子钻劲,他能够听声音判断切削用量是否合理,能够看切屑(切屑飞行弧线)判断刀具寿命,与他的机床达到了“人机合一”。
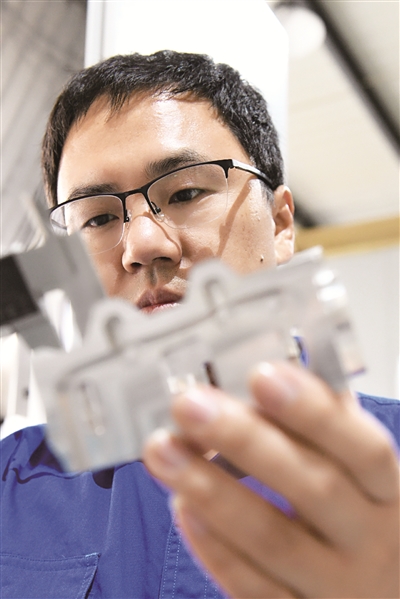
和记者说话时,马小光的眼神不会落在记者身上,而是盯着控制面板,记录数据变化。几分钟后,他转身来到机床前,观看工件磨削过程,仔细辨别声音,不放过每一个细节,同时和钳工技师一起对机床做作配调整。
“应该把参数调整到0.02毫米,这样误差就会缩小。”小光把自己调试实验的数据和徒弟做了讨论,提出改变修整器位置,重新制定修整工艺、进一步优化磨削参数。方案通过后,他和钳工装配人员继续调整参数,直至工件的各测量项达标,成品完美呈现。
“生产任务是最好的老师,人才是在真刀真枪的实战中培养起来的。”这是马小光班组人才培养的重要思路和特色。从2004年成立工作室以来,马小光一直把教授徒弟、培养年轻技工作为重要的传承使命。
经过多年的积累,马小光自己总结了一套“望、闻、切”的加工绝活。“望”,关注产品结构和加工动态;“闻”,通过听切削的声音来判断加工是否正常;“切”,双手随时控制操作面板、调整参数,保证模具加工成功。凭借于此,马小光完成近百项军民品零部件编程和加工制造任务,并建立了一整套产品程序数据库,推动了加工工艺的改进。
马小光说,自己从小就喜欢机械制造,小时候的玩具不是被玩坏的,都是被拆坏的,“这是一种幸运,能把爱好变成职业。”
谈及技术创新,马小光的回答并不复杂,“从外在看,创新以新产品的形式出现,但最根本的还是完成对自我的超越,专注做好每件事。”
□本报记者 闫长禄/文 孙妍/摄





 京公网安备11010602200849号
京公网安备11010602200849号